E Type – Aluminium New Bodyshells – from Lanes Cars
GP handcrafted recreation bodyshells follow Jaguar Cars lightweights construction by adding strength to their aluminium designed lightweight E Type recreations by adding stiffening plates and steel components into the critical areas as required, using the latest 21st-century bonding and riveting techniques.
E Type Aluminium Bodyshell Heritage
Aluminium – E Type S1 3.8/ S4.2 OTS Recreation Bodyshell – Delivery 24 weeks from date of order

GP – Aluminium Bodyshell
| Aluminium Bodyshell – S1 OTS with 2 x New Steel Rear Chassis Legs |
YES |
| Aluminium Bulkhead with 1 x New Steel Top Scuttle Panel |
YES |
| Bulkhead Fitting with New Set of Steel Engine Frame Assembly |
NO |
| Rear Lights |
YES* |
| Rear Bumpers |
YES* |
| Aluminium Boot Lid |
YES |
| Aluminium Doors |
YES |
| Front Headlight Chromes |
YES* |
| Front Bumpers |
YES* |
| Aluminium Bonnet |
YES |
| * Trail Fitted Only - Parts Supplied By Customer | |
| Prices Exclude* 2 x Door Hinges 2 x Door Handles, Door Catches, Striker Plates and Door Locks Unless Parts are supplied by the customer |
|
| SERIES 1 3.8/4.2 Roadster |
£72,000 |
| VAT |
£11,600 |
| Total Price |
£86,400 |
Aluminium – E Type S1 3.8/4.2 FHC Recreation – Delivery 26 weeks from date of order

| Aluminium Bodyshell – S1 FHC with 2 x New Steel Rear Chassis Legs |
YES |
| Aluminium Bulkhead with 1 x New Top Scuttle Panel |
YES |
| Bulkhead Fitting with 1 x Complete New Set of Engine Frames |
NO |
| Rear Lights |
YES* |
| Rear Bumpers |
YES* |
| Aluminium Tail Gate |
YES |
| Aluminium Doors |
YES |
| Front Headlight Chromes |
YES* |
| Front Bumpers |
YES* |
| Aluminium Bonnet |
YES |
| Aluminium Fixed Head Roof |
YES |
| * Trail Fitted Only - Parts Supplied By Customer |
|
| Prices Exclude* 2 x Door Hinges 2 x Door Handles, Door Catches, Striker Plates and Door Locks Unless Parts are supplied by the customer | |
| SERIES 1 3.8/4.2 Fixed Head Coupe |
£75,000 |
| VAT |
£15,000 |
| Total Price |
£90,000 |
Aluminium – E Type Lightweight/Low-Drag Recreation – Delivery 26 weeks from date of order

GP – Recreation E Type Low Drag

| Aluminium Bodyshell – L/Drag/ Lightweight with 2 x New Steel Chassis Legs |
YES |
| Aluminium Bulkhead with 1 x New Top Steel Scuttle Panel |
YES |
| Bulkhead Fitting with 1 x Complete New Set of Steel Engine Frames |
No |
| Rear Lights |
YES* |
| Rear Bumpers/ Modified Blades If required |
YES* |
| Aluminium Boot Lid – Lightweight only |
YES |
| Aluminium Doors and Perspex Side Screens |
YES |
| Front Headlight Chromes |
YES* |
| Front Bumpers / Race Modified Blades If Required |
YES* |
| Aluminium Bonnet |
YES |
| Aluminium Low Drag Roof & Perspex Rear Screen included or Non-Aluminium Hard Top for Lightweight Dried Fitted & including R/ Screen |
YES |
| * Trail Fitted Only - Parts Supplied By Customer |
|
| Prices Exclude* 2 x Door Hinges 2 x Door Handles, Door Catches, Striker Plates and Door Locks Unless Parts are supplied by the customer | |
| Lightweight OTS or LowDrag Bodyshell |
£80,500 |
| VAT |
£16,100 |
| Total Price |
£96,600 |
-

- GP – Aluminium Low Drag Recreation Bodyshell

-
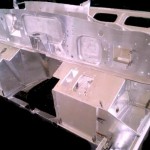
- GP – Aluminium Front Bulkhead

-

- Lanes Cars – Aluminium Bonnet

-

- GP – E Type Aluminium Bonnet

-

- GP – Aluminium Rear Bulkhead

-

- GP – Aluminium Recreation Bodyshell

-

- New Aluminium S1 Bodyshells

-

- GP – Aluminium Boot

-

- GP – Aluminium Lowdrag Bulkhead

-

- GP – Aluminium Floor Pan

-

- GP – Aluminium Door Post

-

- GP – Aliminium Inner Wing & Boot

-

- GP – Aluminium Rear Boot & Inner Wings

-

- GP – Aluminium N/S Door Post

-

- GP – Aluminium N/S Door Post

-

- GP – Aluminium Rear Bodyshell

-

- GP – Aluminium Rear Bodyshell

-

- GP – Aluminium Tunnel

-

- New Aluminium S1 Bodyshells

-

- Low Drag @ Lanes Cars

-

- Low Drag @ Lanes Cars

-

- Low Drag @ Lanes Cars

-

- Low Drag @ Lanes Cars

-

- Low Drag @ Lanes Cars

-

- Low Drag @ Lanes Cars

-

- Low Drag @ Lanes Cars

-

- Low Drag @ Lanes Cars

Why is an Aluminium Car Body Considered to be Art in Motion?
To claim that things have changed during the last century would be an understatement with mass-production techniques in the manufacturing of cars bodyshells, such as those employed and popularised by Henry Ford in the early 1900s, today Japan leads the way with Nissan Motors being the most productive vehicle manufacturer building a new car in an average of 28.46 labour hours per vehicle, followed by Toyota 29.4 hours & Honda Motor Company 32.51 hours.
The craft of coach-building is as old as the coach itself, and in an automotive context, the term describes the production of a vehicle body by a specialist coach-builder.
By the late 1920s, vehicle design had begun to feature pronounced curves and more complex panels, influenced by and associated with the art-deco style. It was this period that saw the creation of what many regard as the most extravagant and beautiful cars ever made.
However, the labour-intensive process of coach-building was not mutually compatible with the economies of scale yielded by mass production, and the art form soon faded to the point of obscurity as car manufactures automated their mass production jelly mould vehicles of today.
Today several decades later, and coach-building craftsmen – some of who are from second and third-generation coach-building families – hone their skills either on restoring rusty classics to return them to their former glory or recreating from scratch such exotics as early Alfa Romeos, Audi, Bentley, Ferraris, Jaguars, Mercedes Benz & Rolls Royce. With amazing results and all achieved with equipment that is considered primitive in today’s world and is very labour intensive.
In essence, coach building involves the complete crafting of a vehicle’s body — floor-pan, firewall(s), roof, and exterior panels. While all of these require time, skill, and the right tooling to complete, it is the creation of exterior panels around body bucks that are most associated with the art.
The key tools that coach-builders need and use in their craft are:
-
Wooden Buck to follow a shape & to help correctly fit the aluminium panels before welding everything together.
-
English Wheel is required for compound curves in the repair and manufacture of automotive panels, and require highly skilled labour, to produce different panels required using the same machine.
-
Bead Roller is one of the most important tools in a coachbuilder’s arsenal, allowing for beads or swages to be worked into metal sheets or tubes. A bead roller makes it easy to strengthen sheet-metal parts & work a bead into tube-ends.
-
Shrinker Stretcher operates so as to negate the need for more labour-intensive processes, including relief cuts, heating, and hammer shaping. This allows adding a gentle radius to a metal panel by either shrinking or stretching.
-
Planishing Hammer has a relatively small head with a large contact surface flat, and smooth in profile. Used in conjunction with an array of dollies — which must be chosen to best suit the curvature of the panel being finished — the planishing hammer is an important tool in achieving a smooth surface finish on a panel.
-
Brazing in contrast to standard welding procedures, brazing is used when metal is overlapped or parts need to be joined at as low a temperature as possible.
